Did you know one third of the wind turbine cables are protected by Appren® rubber compounds? Here comes one show case of how it is done with combined science, engineering and field cooperations.
Pic 1. Field shots in Korea
This project involves medium voltage 15 KV cables delivered in site Korea. Cables are fixed in the tower and hooked up after which contractor runs the final haul. “There is no such place as offshore Korea”, says Far-East Cable engineer. But the team leaned into it, adapted to it. Under harsh field conditions plus extorted daily facility charges, the contract itself lays bit on easy installations.
Pic 2. “
Working life in wind tower” – Field Engineer at Far-East Cable
With elaborate configuration of (1*50 plus shields, FR foils, and more, Pic 2) the cable is heavy and bulk in size. By choosing Appren® IC 1035 EP compound, FAR-EAST CABLE managed to shrink the insulation thickness – without sacrificing physical and electrical performance.

At Applast, our chemists designed the insulation formula with balanced consideration and we are sharing it with our community:
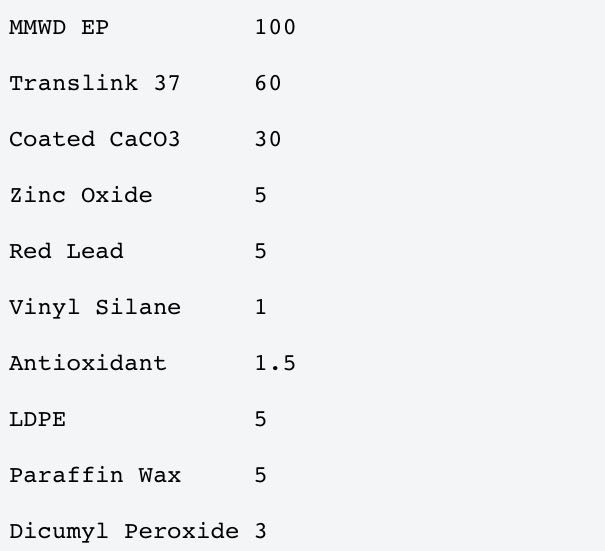
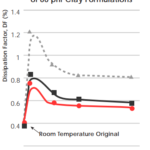
Technically, Translink grade clay is strictly selected ore vein from Montana, USA, which has the best purity and least content of iron. After grinding, calcination, and coating, it is branded by BASF targeting wire & cable industry. However, one can always fortify hydrophobicity of clay by adding 1 PHR of vinyl silane in situ or separately. This step will ensure the insulation to withstand stringent agency test regarding “power factor” or “change of Delta” as described in UL 62 or IEC to the equal.
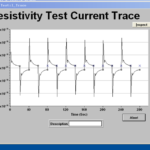
Chart 1 Keith 6517 Polarity Sweep & Wet Electrical Trail
Another key to a good insulation is the extrusion. To minimize the area electric discharge a smooth tension between either layer junctions should be obtained – joint with outer semicon, inner surface with inner semicon – to be smooth. Traditional formulations involve high ethylene polymer gum to fit the physical and electrical strength. However, the process window shuts down and the extrusion often results uneven surface.
 Pic 4. Surface comparison @ Haake®Polylab
Pic 4. Surface comparison @ Haake®Polylab
To address the above problem, medium molecular weight distribution EP grade is selected here. Ziegler-Natter electrical grade is superior to newer metallocene grade due to less metallic residue and wider extrusion window. Nonetheless in Appren® IC1035, by further adding Fatty-Zr/Titanate2 Coated CaCO3 in association with the above effort plays a functional role in the whole. This combination lowered the crystallinity of the compound by 20 Celsius upon observation. Trials are performed in Haake® Polylab system (557-9300) with set up of SSE (557-2804), Melt pump (557-2480) and rod die (557-3235).
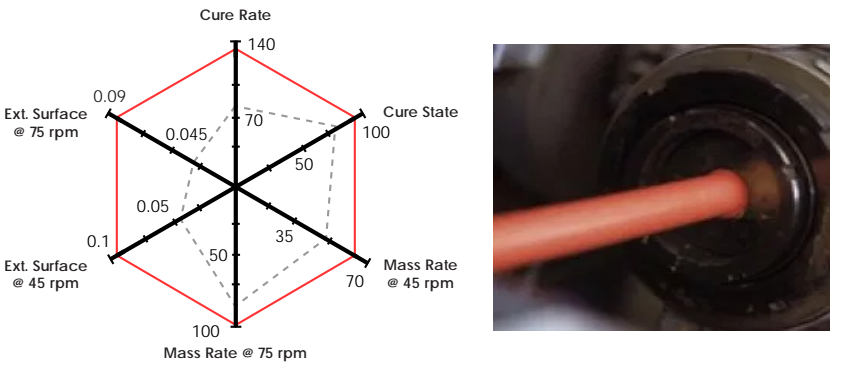
Chart 2. Comparison of Process window (Appren® grade vs “Equal Market grade”)
The final compounding involves “One Step Compounding” process using TSE published By Coperion years ago (www.coperion.com). We will not recite the whole again in this paper. Nonetheless, detailed work flow will be provided here for reference, and roughly 400kg / hr throughput is obtained. Final products are pelletized, dried and stored in octabin for usage. Further request upon process and machinery information, you can contact us at info@applast.co.
Actual cable is extruded in Trioster® trifle extrusion system with Sikora® Xray auto alignment. All three layers, inner semicon (Appren®SCN101), insulation (Appren®IC1035) and outer semicon (Appren®SCW101) are extruded at once along with the foiled conductor and vulcanized in the steam.

Pic 5. Extrusion Field at Far-East Cable
This process is well known in cabling industry. Further process involves winding up, electrical and physical test, braiding, and final extrusion with the sheathing (Appren® JC45LT). “Between -45 to 105 celsus, the final cable is expected of 25 yrs of service life upon installation” – FarEast Cable.

Pic 6.“Sustainable makes it better by Acciona”
“The challenges we face in the immediate future, the new trends in services, products and technologies, all form an important part of sustainable development”, says Acciona. Indeed, these endeavors are minute part of our effort in supporting sustainable societies, really. Here at Applast, material innovations are happening each day. This is the least we can do to help our community.

 Above: Far East Cable (FEC and below) with Managing Director Jing Chen (middle) leading the team, FEC Technician Yilei Wang with facility tech leader. Below: Texas factory scene.
Above: Far East Cable (FEC and below) with Managing Director Jing Chen (middle) leading the team, FEC Technician Yilei Wang with facility tech leader. Below: Texas factory scene. Behind the scene is the client’s rebuilding factory recently set up in DFW. ”This is an extreme makeover at scale” according to the client, ”Advances in new train technology as well as sensors and software have made the overhaul market extremely attractive to the freight rail industry”.
Behind the scene is the client’s rebuilding factory recently set up in DFW. ”This is an extreme makeover at scale” according to the client, ”Advances in new train technology as well as sensors and software have made the overhaul market extremely attractive to the freight rail industry”. 



 Some of these locomotives are 25 years old and they’ve done their job well. They come for an extreme makeover and when they leave, they will be ready to roll for a couple more decades with all new gears.
Some of these locomotives are 25 years old and they’ve done their job well. They come for an extreme makeover and when they leave, they will be ready to roll for a couple more decades with all new gears.